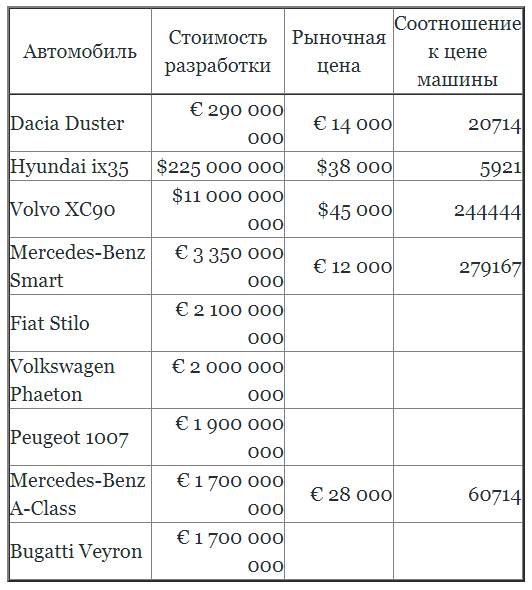
Неужели Вы думаете, что для станков отношение стоимости разработки существенно отличается от такового для автомобилей?
А что, собственно, плохого в G-коде?
Я так посмотрел, судя по этому отрывку на одну точку приходится байт 40.
CD карта может читаться Атмегой на частоте 4 МГц. Пусть в среднем вдвое меньше - 2 МГц, т.е.2000000 битов в секунду. Переводим в байты: 250000. Делим на 40 символов, получаем более 6000 точек в секунду.
Да, в бинарике было бы в несколько раз больше. Но все равно маловероятно, что бутылочное горлышко здесь - текстовый формат команд.
Ну всё же вы можете отличить поточечное выбивание от непререрывного боя-резки по линии?
… интересно, получается пока резчик не уступает станку в плане цены на услуги?
Вряд ли фотка поможет, отличить пиксели от штрихов-векторов можно на большом увеличении.
Не важны G коды (хоть я в них нихрена не понимаю) или ещё какие. Важно , что при пикслельной рисовке перо поднимают, делают шаг, опускают, делают шаг поднимают. А при векторной - опустили-поехали-подняли-поехали.
Да, на фото явно пиксельные картинки. Значит в станках одинаковый принцип. Не ясно в чём причина малой скорости ударов. А руками вы чем бьёте? Это столько же пикселей надо набить?
Ну да. Руками точно также. Просто у нас есть так называемые пучки – спицы победитовые связанные между собой и остро заточены. Мы ими объем работы снимаем. А дальше обычной ручной гравировальной машинкой.
Но сейчас уже везде станки. И нам приходится только дорабатывать после станка.
Причина скорости, как я думаю, в том, что удар приходит без отановки станка, прямо находу.
А мой станок останавливается и только потом бьет. в G коде по другому никак.
В G коде нет параллельных процессов.
Ну тогда алмаз будет испытывать боковые нагрузки и вывалится по вашей теории, или инструмент в промстанках их выдерживает.
Или удар-движение чередуются настолько быстро, что кажется их параллельность.
Я думаю, что частота удара намного больше чем скорость движения коретки. И как то синхронизированна с ней.
А вот как? Вот это я и хотел бы узнать в этой теме.
Для снятия боковых нагрузок это обязательно. Тогда по принципу это как у вас станок, просто скорость процедур гораздо выше. Она принципиально зависит от свойств приводов, говоря простым языком чем больше ток в импульсе тем короче может быть его длительность.
Ну например, в программе прописано, что удар наносится только в паузе между соседними шагами мотора или с таким же успехом - шаги моторами идут только в паузе между ударами соседними. В зависимости, что дольше - шаг или удар.
Ну тут я ничем не помогу, я игрался с самодельной рисовалкой и мне опыта хватило
Единственное, что скажу, что G коды не использовал, и видимо вопрос с вашим гравёром это вопрос программного обеспечения в большей степени, чем в аппаратной.
… что бы мне моделировать режим рисования отрезками, но последовательностями точек мне надо жестко фломастер привязать к сервоприводу и точно знать угол поворота при котором перо касается бумаги. Но это будет работать, просто лень пробовать.
Так и в вашем случае, можно написать автору кода станка с предложением отказаться от G кода в пользу повышения скорости работы. Но это потребует переделки всего ПО от автора.