Не знаю, я для схемотехники приспособился использовать самый доступный ИИ – встроенный в гугл (тот, что в браузере вылазит). И представьте, реально помогает (хотя и не умеет рисовать схем, зато умеет читать мои).
Только не нужно ждать от него чудес и надо понимать, в чём ему можно доверять, а в чём – не стоит. В любом случае, по любому вопросу он накидает достаточно много терминов и названий схем и идей (которых я и не слышал), чтобы уже по этим названиям можно было погулить и найти много полезного. Вот мне реально помогает.
работает как я понял в примерах на sd карте с файлами .nc
Как ИИ насчёт их создания по тексту-задания? или может есть онлайн конверторы подходящих картинок в файлы с кодом движений? Никто не пробовал подобное?
если мозги нафиг выкинуть))), заменив их платой мега, + rsmps, + a4988, (тогда ии поймет что и как надо делать, иначе не могу представить как ему это все объяснить) может легко справится… самое сложное будет сделать активацию гравера… или что у него там… но тоже нечего сложного, если сделать управление от меги, и найти блок питания…
сложно будет некоторые фрагменты определить и перевести в черно белое наверное…
а если норм будет определять, дальше его надо просить(требовать) что бы он рисунок разбил на линии и построил маршрут для рисования, пару подсказок если что не так, и сделает… для начала можно просто маркером рисовать, или ручкой… а потом как отточите все, будет легко добавить остальное
Там GRBL 1.1 с “уной” Так. что там и g-коды и .nc, чего-то ещё.
Пробовал ArtCam. Есть триал у офф. Есть не триал По видео урокам вышло быстро разобраться(на уровне ..як-..як и в продакшен) С ИИ дольше договариваться будете.
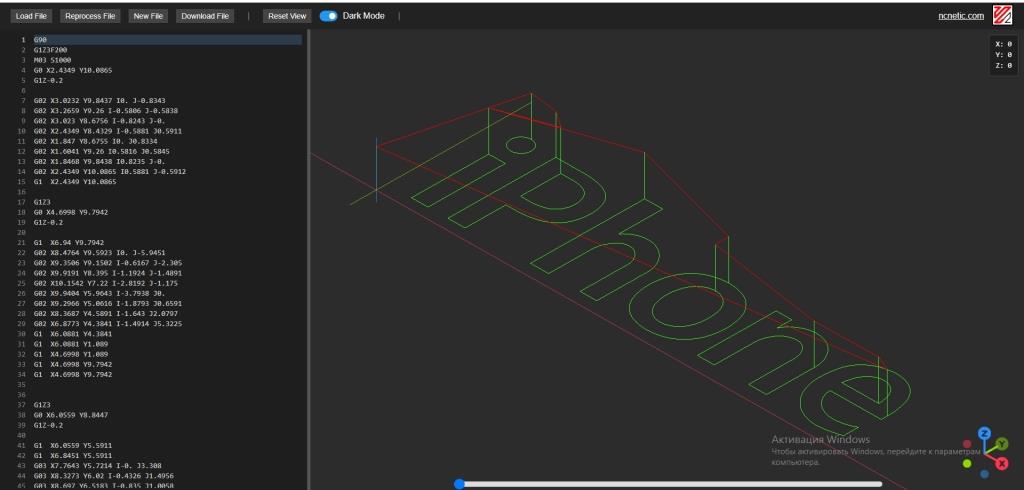
Привет! Это пример G-кода для станка с числовым программным управлением (ЧПУ). Ниже по блокам что здесь происходит и что означают основные команды.
Ключевые команды и их смысл
- G90: абсолютное позиционирование. Координаты X, Y, Z указываются относительно координатной системы станка. В отличие от G91 (относительное позиционирование).
- M03 S1000: включение шпинделя по часовой стрелке на частоте 1000 об/мин.
- G0: быстрый перемещающий ход (rapid) без резания. Используется для быстрого перемещения к начальной точке.
- G1: линейное перемещение с резанием (подача задана отдельно F, либо берётся текущая).
- G1 Z-0.2: погружение в материал до глубины -0.2 единиц (скорее всего мм). Это показывает начало резания на глубину 0.2 мм ниже нулевой плоскости.
- G02 и G03: окружная интерполяция по часовой (G02) или против часовой (G03) стрелке. Параметры I и J задают смещение от конца прямой к центру окружности (центр дуги) в плоскости XY.
- I, J: центр дуги относительно начальной точки дуги. В коде встречаются разные значения I и J, формирующие утрированные окружности и плавные переходы.
- М05: остановка шпинделя.
- M02: завершение программы.
Как устроен путь в коде
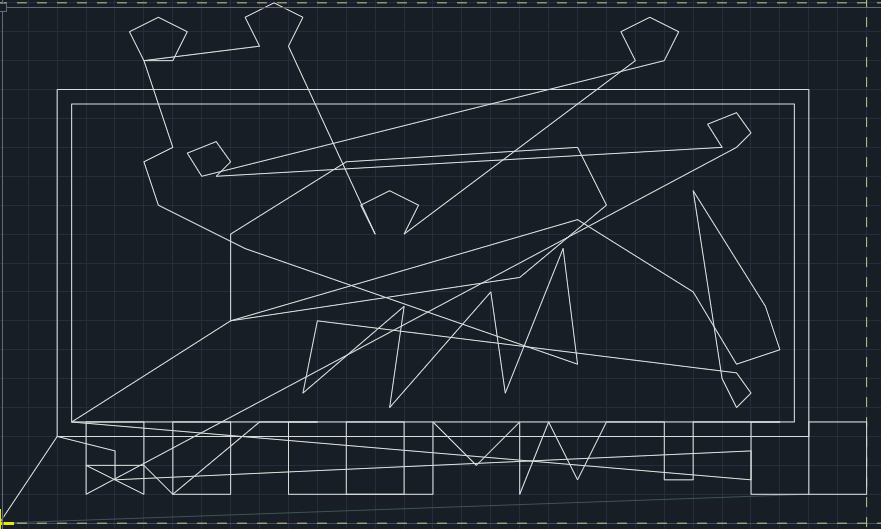
- В начале устанавливается режим (G90) и шпиндель включается (M03 S1000). Затем код подъезжает к начальной точке G0 X2.4349 Y10.0865 и опускается в материал до Z-0.2 (G1Z-0.2), после чего выполняются последовательности дуг G02/G03, формирующие фигуры и контуры.
- Дальше идут повторяющиеся секции: перемещения по XY к новым областям, очередные погружения (G1Z-0.2), дуги, возвраты к начальным точкам. Это создаёт набор карманов, отверстий или декоративных контуров.
- После каждой серии резания поднимаются заготовки к безопасной высоте (часто G1Z3 или G0 X... для смены позиций), затем начинается новая часть пути.
- В конце программы станок возвращается в исходную точку и выключается: G0 X0.000 Y0.000, затем M05 (стоп шпинделя) и M02 (конец программы).
Типичные нюансы
- Единицы и шаг подачи не явно заданы в этом фрагменте. Часто делают G21 (миллиметры) или полагаются на конфигурацию станка по умолчанию. В реальности полезно проверить единицы и F-подачу.
- Это выглядит как комплексная серия карманов и дуговых контуров, возможно для корпуса детали с круглыми вырезами и переходами между участками.
- Отсутствие смены инструмента и явной F-подачи в этом фрагменте смыслают, что либо F задан где-то выше по программе, либо это упрощённый фрагмент конкретной операции.
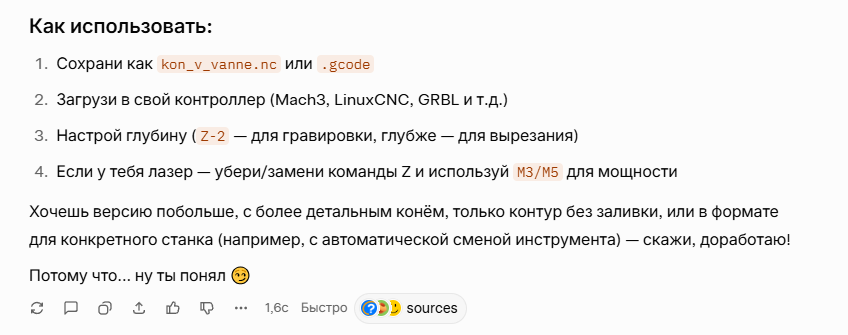
Если хочешь, могу:
- расписать по шагам каждую секцию и объяснить, какие фигуры получаются на чертеже;
- перевести это в более понятный чертёжный план (например, с наброском контуров);
- проверить на наличие явных ошибок или предложить корректировки для конкретного станка (условия единиц, диапазоны по глубине, безопасные высоты и т. п.).
мне нравится фраза - перевести это в более понятный чертёжный план
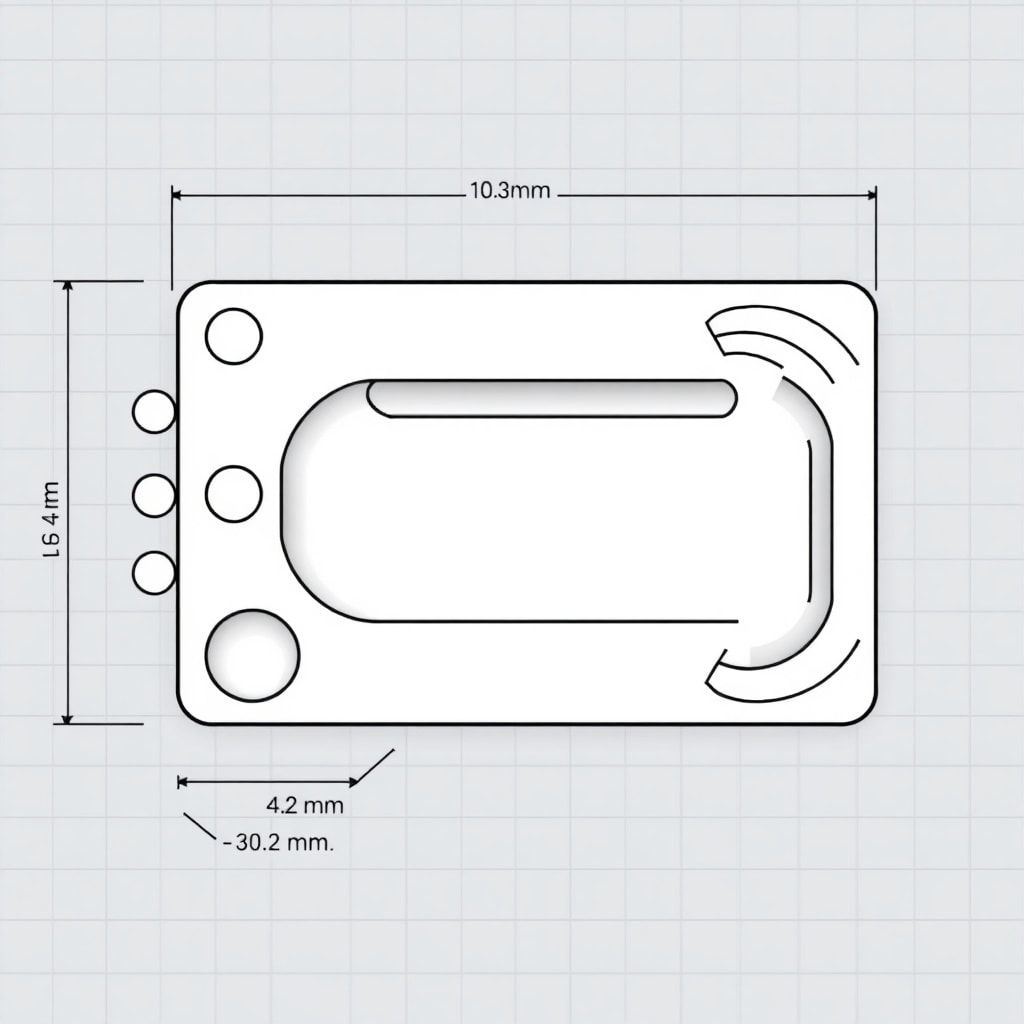
А вот и его виденье результата
Не знаю. В принципе в опенскад легко рисуются надписи. А как потом перевести из .stl в .nc?
Тут же и подходы разные. В 3Д печати файл .stl переводится для конкретного принтера в эти же “же” коды…а с гравировальным как?
Для чего-то сложного использую COREL DRAW .Из него экспорртирую в формат . dxf. Потом в Aspire9.5 (есть и рус. версия, не жадная) открываю , выбираю что делать-инструмент , скорость вр, скорость резки, по контуру , по наруже , внутри , глубина и т.д. Сохраняю в формат .gcode. Открываю програмой Grblcontrol и сижу жду результат,предварительно закрепив на раб стол фрезера заготовку и выставив начальную точку, инструмент, инструмент по высоте.Grblcontrol работает с файлами .nc.Но и .gcode- это то-же самое. Все лехко и быстра. Попроще что-то можно и в Aspire сделать. Просто я приспособился так. Как по мне - Aspire более прост (чем ArtCAM и другие подобные пргрмы).
Планирую пока исключительно гравировку с sd карты с файлами. Я правильно понимаю, что в отличии от принтера тут куда выставил инструмент оттуда и начало отсчёта резки по файлу? Если утопил фрезу в материал, то и глубина фрезеровки будет больше чем в файле? А адаптация под конкретную модель станка, её нет? Т.е. файл одинаково исполняется на разных типах?
“Дом там где шляпа”(с) Он может быть где угодно. “А зачем?”(Автоваз).
Но вам из-за отсутствия онлайн управления это не доступно, хотя контроллером наверное и пододвинуть можно, наверное