(Тема для переноса из Кто каким ИИ пользуется для написания скетчей? - #956 от пользователя SAB
информацию в скобках - удалить. Оплата по ранее указанными реквизитам в течение 15 минут после публикации) ![]()
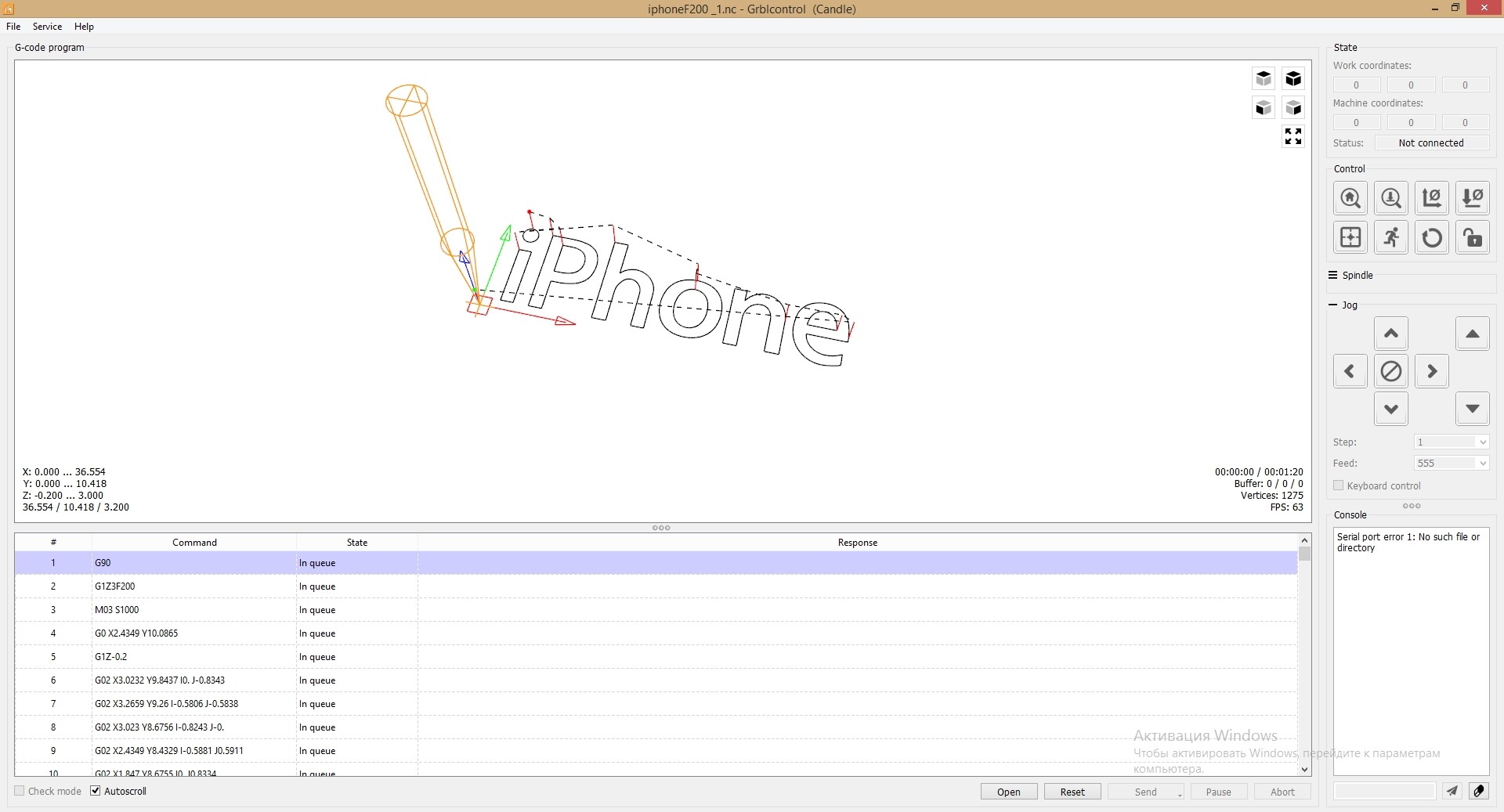
Вот на флешке к станку приложенной есть такое ПО, пощёлкал кнопками. Я так понял это проигрыватель файла с ПК для исполнения, а не его редактор-рисовалка.
На сколько я помню GRBLControl и Candle это две большие разницы совершенно разные программы(знания пятилетней давности). Тогда мне понравилась больше Candle - меньше глюков, удобней.
Там, как раз и “изобретал велосипед” - ставишь заготовку, подводишь в желаемую точку инструмент и-и-и обнуляешь позицию(обзываешь “домом”) или добавляешь вручную в листинг начальное смещение.
Да - это программа -“исполнение”.
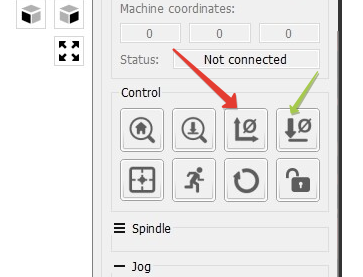
Красная стрелка указывает на нулевую точку координат проекта, а зеленая - на верхнюю поверхность заготовки , нулевыю высоту .Выставляете -и вперед.
С SD-картой не работал . Как по мне - не удобно.
ИМХО: Оно создаёт ложное удобство как при работе с 3D-принтером - типа вставил карту, запустил и забыл. Не произойдёт потери связи, возобновление работы после пропажи икстричества(возможно), но почему-то удобнее было настраивать с компа. ![]()
1 лайк
Тоже может произойти, там скорее не потеря связи, а перезагрузка контроллера происходит из-за помех по питанию.
Сам предпочитаю исполнение через linuxcnc. Почепу-то у меня grbl не взлетел хотя и все шевелилось, неудобно оказалось.
УП именно править не умеет никакая программа в автомате, проще пересоздать. Если УП небольшая писал ручками весь код, там ничего особо сложного, только считать надо много и внимательным надо быть иначе можно и станок убить.
а у меня вымышленная имитация станка, с рисованием шариком на дисплее, это считается ?
а вы будите пытаться свой софт сделать для управления ?
могу позже код на html сделать и выложить, для преобразования фото в рисунок черно белым, построении маршрута, и выдачи координат в txt, с x y z координатами, даст вам это что то ? если использовать плату рампс и мегу можно было бы сделать…
Я для эмуляции этим пользуюсь: GitHub - nraynaud/webgcode: Online G-Code simulator, controller code for STM32F4-Discovery and google chrome extension to send the code to it. · GitHub
зы. Сто лет туда не заходил, уже интерфейс совсем другой, у меня много проще - крутится на домашнем сервере, а то с инета не всегда доступно и большие проекты смотреть неудобно - медленно.
Если интересно как было, вдруг откроется: g-code simulator
1 лайк
оооо открылось))) даже надпись определяет по этому
G90
G1Z3F200
M03 S1000
G0 X2.4349 Y10.0865
G1Z-0.2
G02 X3.0232 Y9.8437 I0. J-0.8343
G02 X3.2659 Y9.26 I-0.5806 J-0.5838
G02 X3.023 Y8.6756 I-0.8243 J-0.
G02 X2.4349 Y8.4329 I-0.5881 J0.5911
G02 X1.847 Y8.6755 I0. J0.8334
G02 X1.6041 Y9.26 I0.5816 J0.5845
G02 X1.8468 Y9.8438 I0.8235 J-0.
G02 X2.4349 Y10.0865 I0.5881 J-0.5912
G1 X2.4349 Y10.0865
G1Z3
G0 X4.6998 Y9.7942
G1Z-0.2
G1 X6.94 Y9.7942
G02 X8.4764 Y9.5923 I0. J-5.9451
G02 X9.3506 Y9.1502 I-0.6167 J-2.305
G02 X9.9191 Y8.395 I-1.1924 J-1.4891
G02 X10.1542 Y7.22 I-2.8192 J-1.175
G02 X9.9404 Y5.9643 I-3.7938 J0.
G02 X9.2966 Y5.0616 I-1.8793 J0.6591
G02 X8.3687 Y4.5891 I-1.643 J2.0797
G02 X6.8773 Y4.3841 I-1.4914 J5.3225
G1 X6.0881 Y4.3841
G1 X6.0881 Y1.089
G1 X4.6998 Y1.089
G1 X4.6998 Y9.7942
G1 X4.6998 Y9.7942
G1Z3
G0 X6.0559 Y8.8447
G1Z-0.2
G1 X6.0559 Y5.5911
G1 X6.8451 Y5.5911
G03 X7.7643 Y5.7214 I-0. J3.308
G03 X8.3273 Y6.02 I-0.4326 J1.4956
G03 X8.697 Y6.5183 I-0.835 J1.0058
G03 X8.8452 Y7.2515 I-1.7402 J0.7332
G03 X8.7099 Y7.9427 I-1.8338 J0.
G03 X8.3672 Y8.4242 I-1.1898 J-0.4842
G03 X7.8429 Y8.7193 I-0.9494 J-1.0735
G03 X7.0163 Y8.8447 I-0.8266 J-2.6615
G1 X6.0559 Y8.8447
G1 X6.0559 Y8.8447
G1Z3
G0 X1.7686 Y7.3161
G1Z-0.2
G1 X3.1014 Y7.3161
G1 X3.1014 Y1.089
G1 X1.7686 Y1.089
G1 X1.7686 Y7.3161
G1 X1.7686 Y7.3161
G1Z3
G0 X11.2519 Y10.4179
G1Z-0.2
G1 X12.7135 Y10.4179
G1 X12.7135 Y6.8654
G02 X14.942 Y7.5372 I1.5974 J-1.2669
G02 X16.5942 Y5.2618 I-0.7406 J-2.2754
G1 X16.5942 Y1.2039
G1 X15.2621 Y1.2039
G1 X15.2621 Y4.999
G03 X14.6684 Y6.2037 I-1.5191 J-0.
G03 X13.9878 Y6.4328 I-0.6745 J-0.8781
G03 X13.3613 Y6.1818 I0. J-0.9073
G03 X12.7135 Y4.6676 I1.4457 J-1.5142
G1 X12.7135 Y1.2039
G1 X11.2519 Y1.2039
G1 X11.2519 Y10.4179
G1 X11.2519 Y10.4179
G1Z3
G0 X20.6714 Y7.786
G1Z-0.2
G02 X22.0136 Y7.5338 I-0. J-3.6984
G02 X22.9569 Y6.8956 I-0.9328 J-2.3951
G02 X23.5517 Y5.9079 I-2.0089 J-1.8826
G02 X23.7929 Y4.464 I-4.2008 J-1.4439
G02 X23.5518 Y3.0314 I-4.3767 J0.
G02 X22.951 Y2.0385 I-2.6215 J0.9081
G02 X22.0007 Y1.3941 I-1.9036 J1.7843
G02 X20.6714 Y1.1425 I-1.3293 J3.3863
G02 X19.3411 Y1.3949 I-0. J3.6329
G02 X18.3978 Y2.0367 I0.9465 J2.4052
G02 X17.8024 Y3.0253 I2.011 J1.8846
G02 X17.562 Y4.464 I4.1848 J1.4387
G02 X17.8031 Y5.9079 I4.4443 J0.
G02 X18.3978 Y6.8956 I2.6026 J-0.8941
G02 X19.3405 Y7.5346 I1.8846 J-1.7656
G02 X20.6714 Y7.786 I1.3309 J-3.3976
G1 X20.6714 Y7.786
G1Z3
G0 X20.6776 Y6.6949
G1Z-0.2
G03 X20.0057 Y6.5349 I0. J-1.4906
G03 X19.46 Y6.0802 I0.711 J-1.4083
G03 X19.1288 Y5.4192 I1.6107 J-1.2203
G03 X18.9934 Y4.4595 I3.3321 J-0.9597
G03 X19.1284 Y3.5085 I3.4175 J0.
G03 X19.46 Y2.8479 I1.9488 J0.5646
G03 X20.0057 Y2.3933 I1.2559 J0.9529
G03 X20.6776 Y2.2334 I0.6718 J1.3316
G03 X21.3604 Y2.3936 I0. J1.536
G03 X21.9006 Y2.8408 I-0.6814 J1.373
G03 X22.2262 Y3.4917 I-1.5654 J1.19
G03 X22.3615 Y4.4595 I-3.3951 J0.9679
G03 X22.2264 Y5.4312 I-3.5642 J-0.
G03 X21.9006 Y6.0859 I-1.9052 J-0.5399
G03 X21.36 Y6.5346 I-1.223 J-0.9235
G03 X20.6776 Y6.6949 I-0.6824 J-1.3723
G1 X20.6776 Y6.6949
G1Z3
G0 X30.1467 Y5.1974
G1Z-0.2
G1 X30.1467 Y1.3571
G1 X28.7036 Y1.3571
G1 X28.7036 Y4.9315
G03 X28.4352 Y5.9261 I-1.977 J-0.
G03 X27.5024 Y6.4625 I-0.9328 J-0.543
G03 X26.2671 Y5.7799 I-0. J-1.4591
G03 X25.9258 Y4.5957 I1.8837 J-1.1842
G1 X25.9258 Y1.3571
G1 X24.5674 Y1.3571
G1 X24.5674 Y7.7129
G1 X25.8242 Y7.7129
G1 X25.8242 Y6.5396
G02 X26.6267 Y7.3995 I2.0663 J-1.1238
G02 X27.789 Y7.7383 I1.1624 J-1.8246
G02 X29.5331 Y6.9131 I0. J-2.2556
G02 X30.1467 Y5.1974 I-2.092 J-1.7157
G1 X30.1467 Y5.1974
G1Z3
G0 X35.3223 Y5.244
G1Z-0.2
G03 X35.1629 Y6.1011 I-3.6086 J-0.2274
G03 X34.8899 Y6.6199 I-1.5632 J-0.4915
G03 X34.4485 Y6.9712 I-0.9712 J-0.7673
G03 X33.8742 Y7.1003 I-0.5742 J-1.2125
G03 X33.3065 Y6.9713 I0. J-1.3132
G03 X32.8348 Y6.602 I0.6012 J-1.254
G03 X32.5254 Y6.0619 I1.409 J-1.1657
G03 X32.3412 Y5.244 I3.0946 J-1.1266
G1 X35.3223 Y5.244
G1 X35.3223 Y5.244
G1Z3
G0 X36.5535 Y4.6998
G1Z-0.2
G1 X36.5535 Y4.2008
G1 X32.421 Y4.2008
G03 X32.6249 Y3.4512 I1.942 J0.1257
G03 X32.9753 Y2.9587 I1.7836 J0.8982
G03 X34.5938 Y2.2937 I1.5736 J1.5279
G03 X36.193 Y2.7261 I-0.0702 J3.4336
G1 X36.193 Y1.5405
G02 X35.7105 Y1.3774 I-1.0361 J2.2701
G02 X35.1624 Y1.2624 I-3.6595 J16.0818
G02 X34.7965 Y1.2002 I-1.5252 J7.8586
G02 X34.3591 Y1.1683 I-0.4374 J2.9883
G02 X31.9396 Y2.2795 I-0. J3.1899
G02 X31.0473 Y4.6873 I2.8026 J2.4078
G02 X31.2044 Y6.1291 I6.6975 J0.
G02 X31.7131 Y7.1475 I2.2797 J-0.5026
G02 X32.688 Y7.8417 I1.8915 J-1.6245
G02 X33.9384 Y8.0799 I1.2504 J-3.1632
G02 X35.0452 Y7.8414 I0. J-2.6869
G02 X35.8572 Y7.2131 I-0.9122 J-2.0179
G02 X36.3569 Y6.2234 I-2.0628 J-1.6624
G02 X36.5535 Y4.7002 I-5.8028 J-1.5232
G1 X36.5535 Y4.6998
G1Z3
G0 X0.000 Y0.000
M05
M02
только как рисует он там не понял)))
В смысле какой способ визуального отображения? Честно не вникал в код. Он там довольно большой, но вроде на php написано все.
Он отрисовывает именно движения инструмента, белым рабочие хода, красным холостые. Из-за этого сильно сложные программы можно смотреть только на предмет косяков, а что они делают зачастую можно не понять. Например картину если гравировать, то поверхность будет не видна скорее всего.
я просто многого хочу, думал он еще будет рисовать там же))) по тем координатам что задать…
Нет, но он показывает что делает каждая строчка, надо просто на нее встать и появится подсветка участка пути который выполняется. Удобно для ловли блох.
Кстати в той программе сразу есть косяк в виде нерационального выбора набора команд (а может там не окружность?) - там где фрезеруется точка над i достаточно 2 команд на полукруг, у некоторых интерпретаторов есть проблема с переходами между такими зонами, фреза может останавливаться на переходе между командами.
Эххх …
![]()
Первый же совет с форума по доработке CNC3018 - поставьте ферритовое кольцо на питание шпинделя. “Не было ни единого разрыва, с ноября прошлого года”(с)
1 лайк
Потеяя? Сгорел? Ну, не плакай, они сейчас до 10т. руб. продаются. Как пробник/учебное пособие/для плат вполне пойдёт.
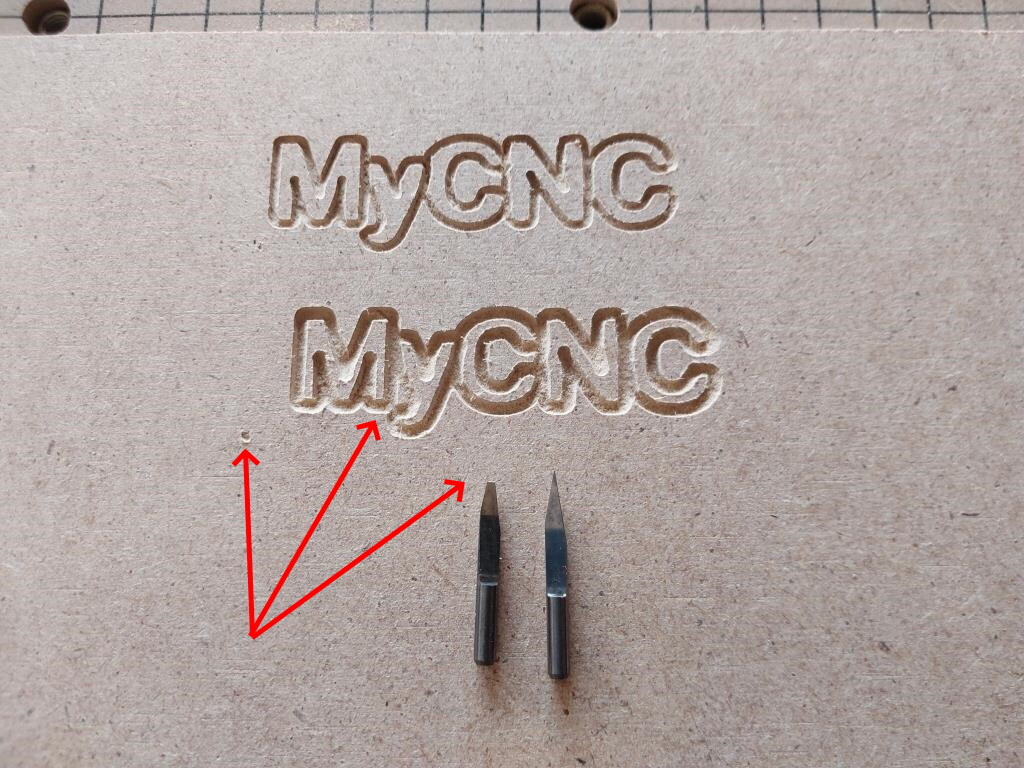
Надеюсь фрезы стоят копейки, пультом утопил фрезу в материал, она и лопнула. Тем не менее сломанная тоже фрезерует, чуть толще конечно…В общем явно нужен простой html файл, переводящий надписи в код команд движений фрезы.

шлейф под разъём короткий, около 50см, есть подобные в продаже?
…в мануале красным по белому - нельзя извлекать карту из пульта, а только через шнур с ПК. Это теперь таскать и снимать всё время пульт?
…я когда вчера карту извлёк, ещё инструкцию не читал
Я подобный, но меньше размером стола за 13000р. видел на али.
Это не сложно сделать…руками ![]() и немного головой.
и немного головой.
Вот тут попробуй
G90
G49
M3 S5000
G0 X1.921 Y4.546 Z5.000 F200
G1 Z-2.000 F200
G1 Y17.546 F200
X1.950 Y17.745
X2.047 Y17.939
X2.204 Y18.097
X2.399 Y18.193
X2.598 Y18.223
X5.187
X5.390 Y18.192
X5.583 Y18.096
X5.736 Y17.943
X5.830 Y17.761
X8.894 Y8.594
X12.049 Y17.766
X12.143 Y17.947
X12.296 Y18.097
X12.488 Y18.193
X12.689 Y18.223
X15.004
X15.203 Y18.193
X15.397 Y18.097
X15.555 Y17.939
X15.651 Y17.745
X15.681 Y17.546
Y4.546
X15.651 Y4.347
X15.555 Y4.152
X15.397 Y3.995
X15.203 Y3.898
X15.004 Y3.869
X13.345
X13.146 Y3.898
X12.952 Y3.995
X12.794 Y4.152
X12.698 Y4.347
X12.668 Y4.546
Y11.410
X10.208 Y4.324
X10.113 Y4.144
X9.961 Y3.994
X9.769 Y3.899
X9.568 Y3.869
X8.016
X7.814 Y3.899
X7.622 Y3.995
X7.469 Y4.146
X7.375 Y4.328
X4.933 Y11.513
X4.933 Y4.546
X4.904 Y4.347
X4.807 Y4.152
X4.650 Y3.995
X4.455 Y3.898
X4.256 Y3.869
X2.598
X2.399 Y3.898
X2.204 Y3.995
X2.047 Y4.152
X1.950 Y4.347
X1.921 Y4.546
G0 Z5.000
G0 X16.992 Y0.476
G1 Z-2.000 F1000
G1 X16.885 Y0.646 F1500
X16.832 Y0.839
X16.654 Y2.338
X16.660 Y2.537
X16.731 Y2.739
X16.865 Y2.913
X17.043 Y3.033
X17.234 Y3.089
X17.740 Y3.053
X18.237 Y2.956
X18.511 Y2.973
X18.771 Y3.058
X19.038 Y3.315
X19.521 Y4.526
X16.037 Y13.723
X15.995 Y13.917
X16.016 Y14.136
X16.114 Y14.348
X16.277 Y14.515
X16.475 Y14.612
X16.671 Y14.641
X18.391
X18.591 Y14.611
X18.781 Y14.517
X18.933 Y14.370
X19.029 Y14.192
X21.027 Y8.626
X23.067 Y14.197
X23.163 Y14.373
X23.315 Y14.519
X23.504 Y14.611
X23.703 Y14.641
X25.299
X25.495 Y14.612
X25.692 Y14.515
X25.856 Y14.349
X25.954 Y14.138
X25.975 Y13.919
X25.934 Y13.726
X21.835 Y2.829
X21.541 Y2.165
X21.182 Y1.533
X20.918 Y1.171
X20.611 Y0.844
X20.267 Y0.557
X19.839 Y0.314
X19.375 Y0.151
X18.865 Y0.066
X18.343 Y0.056
X17.825 Y0.124
X17.328 Y0.265
X17.144 Y0.346
X16.992 Y0.476
G0 Z5.000
G0 X36.301 Y9.761
G1 Z-2.000 F1000
G1 X38.022 Y9.326 F1500
X38.214 Y9.244
X38.383 Y9.094
X38.496 Y8.889
X38.533 Y8.666
X38.500 Y8.460
X38.288 Y7.756
X38.007 Y7.075
X37.662 Y6.427
X37.283 Y5.872
X36.834 Y5.358
X36.322 Y4.900
X35.757 Y4.508
X35.154 Y4.189
X34.527 Y3.948
X33.770 Y3.768
X32.994 Y3.665
X32.211 Y3.643
X31.435 Y3.701
X30.729 Y3.802
X30.035 Y3.984
X29.366 Y4.244
X28.735 Y4.576
X28.153 Y5.008
X27.620 Y5.514
X27.151 Y6.081
X26.756 Y6.700
X26.441 Y7.354
X26.110 Y8.272
X25.869 Y9.229
X25.725 Y10.209
X25.681 Y11.200
X25.736 Y12.184
X25.887 Y13.149
X26.072 Y13.890
X26.346 Y14.614
X26.706 Y15.306
X27.145 Y15.950
X27.653 Y16.534
X28.219 Y17.048
X28.872 Y17.479
X29.580 Y17.841
X30.331 Y18.124
X31.111 Y18.322
X31.906 Y18.430
X32.701 Y18.449
X33.481 Y18.381
X34.101 Y18.275
X34.714 Y18.096
X35.305 Y17.847
X35.865 Y17.532
X36.381 Y17.158
X36.846 Y16.733
X37.312 Y16.175
X37.710 Y15.560
X38.032 Y14.902
X38.270 Y14.215
X38.311 Y14.004
X38.278 Y13.772
X38.164 Y13.559
X37.988 Y13.403
X37.789 Y13.322
X36.096 Y12.923
X35.854 Y12.910
X35.616 Y12.988
X35.427 Y13.140
X35.213 Y13.535
X35.071 Y13.962
X34.868 Y14.374
X34.590 Y14.750
X34.250 Y15.071
X33.865 Y15.323
X33.380 Y15.498
X32.869 Y15.600
X32.348 Y15.627
X31.835 Y15.578
X31.344 Y15.487
X30.859 Y15.312
X30.400 Y15.053
X29.988 Y14.717
X29.641 Y14.320
X29.372 Y13.879
X29.184 Y13.417
X28.964 Y12.571
X28.840 Y11.697
X28.814 Y10.812
X28.889 Y9.932
X29.061 Y9.075
X29.212 Y8.561
X29.458 Y8.057
X29.798 Y7.589
X30.223 Y7.183
X30.715 Y6.860
X31.247 Y6.633
X31.793 Y6.507
X32.328 Y6.475
X32.857 Y6.501
X33.386 Y6.626
X33.887 Y6.847
X34.336 Y7.154
X34.712 Y7.527
X34.981 Y7.928
X35.202 Y8.362
X35.371 Y8.818
X35.484 Y9.288
X35.565 Y9.469
X35.706 Y9.628
X35.896 Y9.737
X36.104 Y9.780
X36.301 Y9.761
G0 Z5.000
G0 X39.280 Y4.546
G1 Z-2.000 F1000
G1 Y17.546 F1500
X39.310 Y17.745
X39.406 Y17.939
X39.564 Y18.097
X39.758 Y18.193
X39.957 Y18.223
X41.722
X41.938 Y18.188
X42.136 Y18.082
X42.285 Y17.923
X47.873 Y9.570
Y17.546
X47.903 Y17.745
X47.999 Y17.939
X48.157 Y18.097
X48.351 Y18.193
X48.550 Y18.223
X50.200
X50.399 Y18.193
X50.593 Y18.097
X50.751 Y17.939
X50.847 Y17.745
X50.877 Y17.546
Y4.546
X50.847 Y4.347
X50.751 Y4.152
X50.593 Y3.995
X50.399 Y3.898
X50.200 Y3.869
X48.435
X48.219 Y3.904
X48.021 Y4.010
X47.872 Y4.169
X42.284 Y12.529
Y4.546
X42.254 Y4.347
X42.158 Y4.152
X42.000 Y3.995
X41.806 Y3.898
X41.607 Y3.869
X39.957
X39.758 Y3.898
X39.564 Y3.995
X39.406 Y4.152
X39.310 Y4.347
X39.280 Y4.546
G0 Z5.000
G0 X62.532 Y9.761
G1 Z-2.000 F1000
G1 X64.252 Y9.326 F1500
X64.444 Y9.244
X64.614 Y9.094
X64.727 Y8.889
X64.764 Y8.666
X64.730 Y8.460
X64.518 Y7.756
X64.238 Y7.075
X63.893 Y6.427
X63.514 Y5.872
X63.064 Y5.358
X62.552 Y4.900
X61.988 Y4.508
X61.385 Y4.189
X60.757 Y3.948
X60.000 Y3.768
X59.224 Y3.665
X58.442 Y3.643
X57.666 Y3.701
X56.960 Y3.802
X56.266 Y3.984
X55.597 Y4.244
X54.966 Y4.576
X54.383 Y5.008
X53.851 Y5.514
X53.382 Y6.081
X52.986 Y6.700
X52.672 Y7.354
X52.340 Y8.272
X52.100 Y9.229
X51.956 Y10.209
X51.911 Y11.200
X51.966 Y12.184
X52.118 Y13.149
X52.302 Y13.890
X52.576 Y14.614
X52.936 Y15.306
X53.375 Y15.950
X53.884 Y16.534
X54.449 Y17.048
X55.103 Y17.479
X55.810 Y17.841
X56.561 Y18.124
X57.342 Y18.322
X58.137 Y18.430
X58.932 Y18.449
X59.712 Y18.381
X60.332 Y18.275
X60.944 Y18.096
X61.536 Y17.847
X62.095 Y17.532
X62.612 Y17.158
X63.076 Y16.733
X63.542 Y16.175
X63.941 Y15.560
X64.262 Y14.902
X64.500 Y14.215
X64.542 Y14.004
X64.509 Y13.772
X64.394 Y13.559
X64.218 Y13.403
X64.020 Y13.322
X62.326 Y12.923
X62.084 Y12.910
X61.846 Y12.988
X61.658 Y13.140
X61.444 Y13.535
X61.302 Y13.962
X61.098 Y14.374
X60.821 Y14.750
X60.481 Y15.071
X60.096 Y15.323
X59.610 Y15.498
X59.099 Y15.600
X58.579 Y15.627
X58.065 Y15.578
X57.575 Y15.487
X57.089 Y15.312
X56.630 Y15.053
X56.218 Y14.717
X55.872 Y14.320
X55.602 Y13.879
X55.415 Y13.417
X55.195 Y12.571
X55.070 Y11.697
X55.045 Y10.812
X55.120 Y9.932
X55.292 Y9.075
X55.443 Y8.561
X55.688 Y8.057
X56.029 Y7.589
X56.454 Y7.183
X56.945 Y6.860
X57.478 Y6.633
X58.024 Y6.507
X58.559 Y6.475
X59.088 Y6.501
X59.617 Y6.626
X60.118 Y6.847
X60.566 Y7.154
X60.942 Y7.527
X61.211 Y7.928
X61.433 Y8.362
X61.601 Y8.818
X61.714 Y9.288
X61.795 Y9.469
X61.937 Y9.628
X62.126 Y9.737
X62.335 Y9.780
X62.532 Y9.761
G0 Z5.000
G0 X0.000 Y0.000
G0Z5.000
X0.000Y0.000
M05
M02
Проблема то не в том, чтобы визуализировать или фрезеровать с ПК или сразу с карты. А в том как ничего не делая получать файлы с расширением .nc, например, по картинкам-надписям.
желательно на своем коде, что бы в чужой не вникать, и лениво не было…
головой приходится думать так, смотришь и думаешь, вникнуть в код или написать заново, если напишу сам, буду его переписывать как захочу, если буду вникать, то возможно потрачу время в пустую… у меня мышление так работает))) нельзя нечего лишнего осваивать, а то еще и память заканчивается, вроде что то читаешь, а через год перечитываешь, и понимаешь что ты почти все забыл из того что читал)))
nc это тот же текстовый документ txt ? только расширение указанно другое, но открывается текстовыми редакторами также…
если так то проблем вроде нет… проблема на ардуино есть, что бы собрать станок, как минимум должен быть сам станок)))
что бы проверять как файл координат работает на ардуино и на готовом станке…
а без сборки и проверки, советы будут не 100% рабочие)))
народ а морочился кто то с рисованием одной линией ?
дело в том что у меня не выходит написать алгоритм, что бы не было кучи лишних полос….
если есть ссылка поделитесь пж, но не на готовое, а как это самому реализовать в полностью своей странице html, для работы локально… мало вероятно, но вдруг кто подскажет… а то часов 30 наверное уже потратил, а так и не сделал…
в субботу все таки попытаюсь выложить код, и объяснить, извиняюсь за флуд не по теме, но мне реально надо, и не получается реализовать)))
а от форума надо стараться взять максимум))))
Не изобретайте ласипед. Как для создания 3-Д модели , для написания скетча , для обработки фото и т.д. используются приложения , предназначенные для конкретного случая , так и для станка с ЧПУ существует много программ( от сложных до простых ) для генерации кода. Расширение .nc можно сказать ,условное. Программа Aspire имеет вывод в формате .gcode. Генерируете нужные вам файлы , меняете расширение файлов на .nc и скармливаете Grblcontrol(Candle ). Там есть и симуляция -CheckMode - по-мойму. А писать код для ЧПУ ручками - изврат. Квадрат -еще куда ни шло , а дуги , кривые , отверстия … Почитайте форум CNC3018 .
Это же главная моя мысль ![]() …но и более того скачивать, ставить, учиться пользоваться специализированными программами тоже не фонтан. На начальном этапе просто хотелось конвертора , да хоть из векторной графики в “же” код. Читал от Алисы, что проблема не в координатах-векторах, дугах, а в правильной передаче настроек железа-станка при конвертации.
…но и более того скачивать, ставить, учиться пользоваться специализированными программами тоже не фонтан. На начальном этапе просто хотелось конвертора , да хоть из векторной графики в “же” код. Читал от Алисы, что проблема не в координатах-векторах, дугах, а в правильной передаче настроек железа-станка при конвертации.
Конечно…я…по Гайверу (хвала ему, он от “же” кода ушёл, так сказать в сторону плоттеров, настоящих, а не самодельных, самодельщики радостно опять же к Gкоду )
