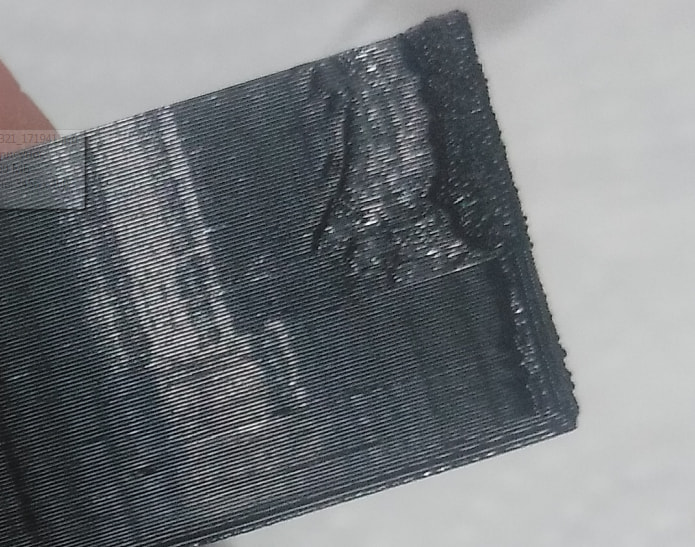
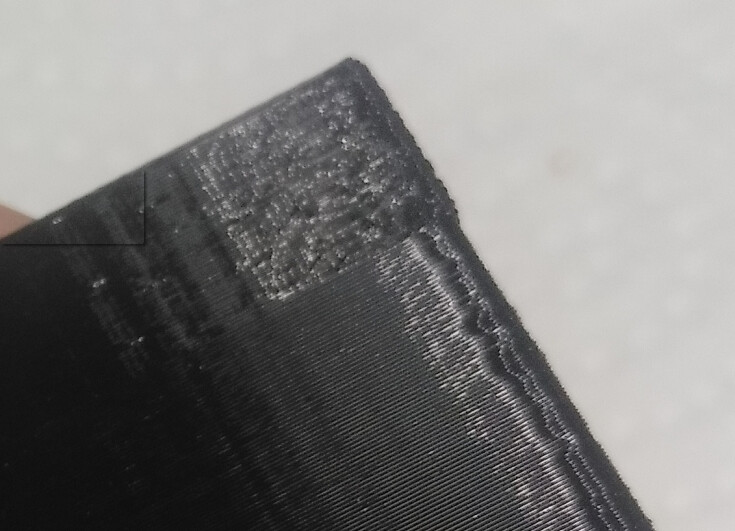
Причём это только на одном углу детали. И начинается такая бяка при переходе например сплошного выреза с противоположной стороны коробки. Как победить? Понимаю, что это Орса слейсер надо где то подправить в настройках, только где, и какой параметр?
Я ещё скорости не трогал. Как поставил орса сласер 2.3.2 -dev так там всё стоит по умолчанию. Печатал коробки без всяких вырезов, типа 2 крышки, печатает всё нормально без всяких задиров. А тут понадобилось вырезать отверстие и вот начиная со слоя где начинается вырез вот такая фигня вылезает. Ну если бы скорость была выше объёмного расхода, тогда бы весь угол был таким, а он только с определённого места начинается всегда. Охлаждение чего надо включать? не понял вопроса.
Можно подробнее как это сделать? Понимаю, что уже после нарезки слоёв, но там выходит G код, и только, как смотреть послойно, и что куда смотреть пока не знаю. Ещё заметил при печати принтер 2-3 слоя печатает ведя голову по кругу периметра а потом дергается именно в этом месте на миллиметра 2-4 туда сюда и опят плавненько по периметру идёт. Название принтеа FLASHFORGE AD5X
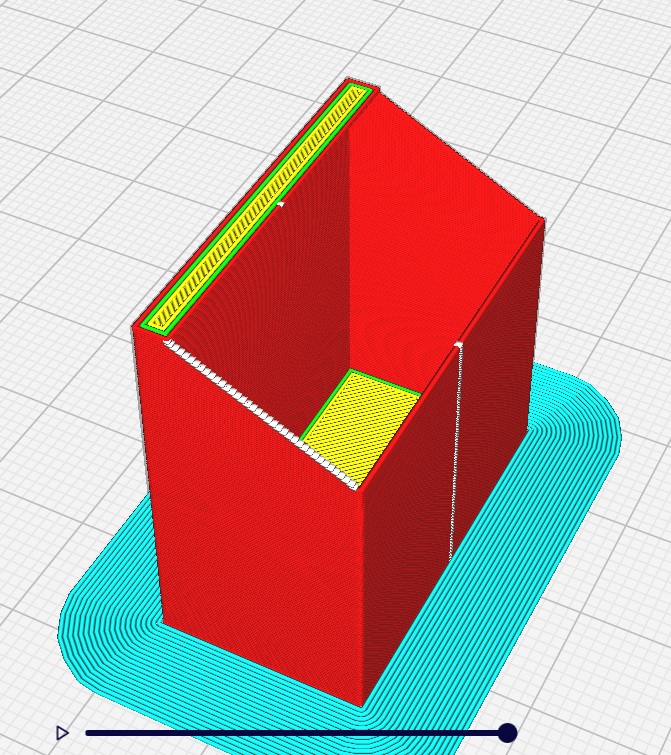
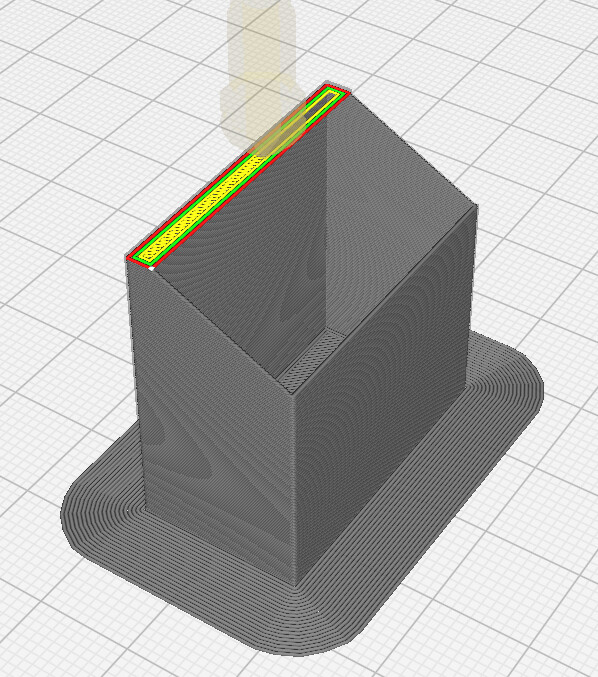
Т.е. самый верхний бортик у вас состоит из двух слоёв и ни на что не опирается(так и задумывалось?). Ни заполнения ни поддержек нет. Он по любому не напечатается на такой длине самостоятельно
Не, там расстояние ни о чем. Нормально должен мостами заполнить. Слоев только сверху маловато. Я бы 4-5 поставил для красоты.
И еще. Справа по краю это же шов? Если так, то PA не настроен.
Потом ширина слоя у вас какая? Похожие проблемы наблюдаю у себя, когда ширину слоя ставлю 150-175% от диаметра сопла. Непонятная хрень, вроде в пределах объемного расхода. Так и не разобрался. Тут только скорости снижать.
Попробуйте напечатать на 40-60 мм/с.
Да, так и задумывалось. Печатается нормально, пару ниток провисают потом нормально. Можно включить дерево, тогда вообще будет идеально. Но дело нев этой полке, а только в одном углу.
Диаметр сопла 0,4 мм если продавец не врёт. Как его проверить не знаю. Возможно подсунул 0,6 мм. А сколько надо ставить процентов чтобы было нормально? У меня стенка толщиной 0.5 мм. Попробую снизить скорость, но думаю дело не в ней, 24 мм в высоту печатает нормально до передней стенки, и только там где начинается срез, то на задней стенке начинается задир.
Давайте сначала. У вас экструдер настроен? Когда вы без хотенда пропускаете 30 см платстика и измеряете реальный выход?
Дальше подбираем температуру плавления пластика (на самом деле температурная башня полная хрень. я лишь ломаю ее чтобы определить лучшую спекаемость).
Потом поток калибруем на выбранной температуре. Я всегда ставлю сразу 2 проход от 0 %. Ни разу не видел пластика, чтобы поток был в плюс. Обычно 0,9 - 0,95
После калибровки потока делаем PA, а затем тест на VFA. И все. принтер печатает идеально (если только ширину слоя не задираете ))