я дистанцию выбираю, чтобы и не близко и не засунулся никто ![]()
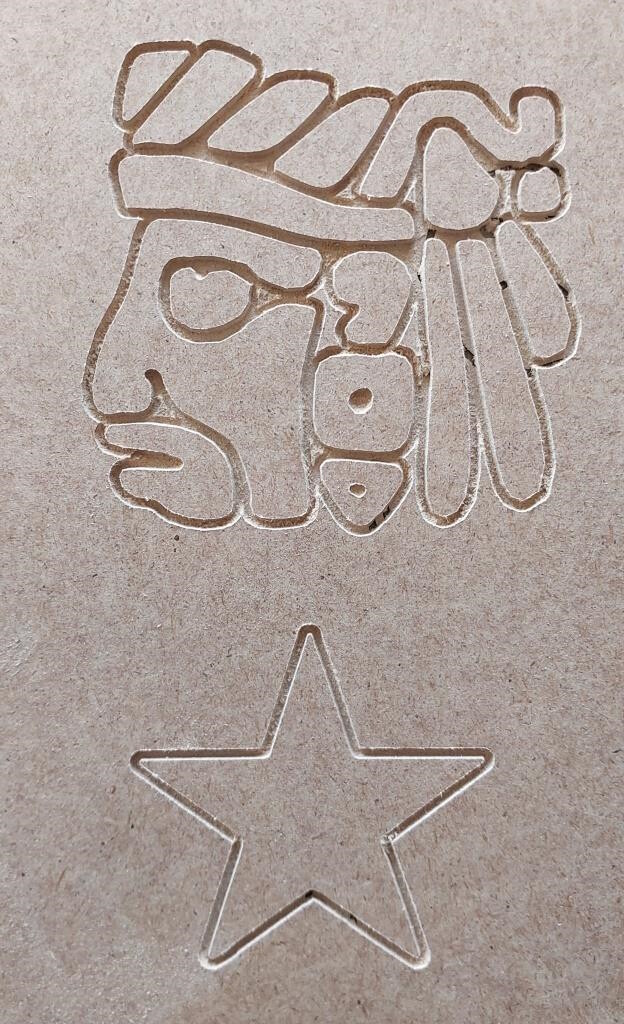
Дракон фигня - 3,5 часа визга моторов на всю школу и вот

…можно залакировать шерсть, но думаю не сильно внешний вид изменится.
Что касается ПО для работы со станком, нашёл вот это и скачал пробную версию на конвертацию 14 файлов
Попробовал простенькую картинку

…в симуляторе всё фрезеруется
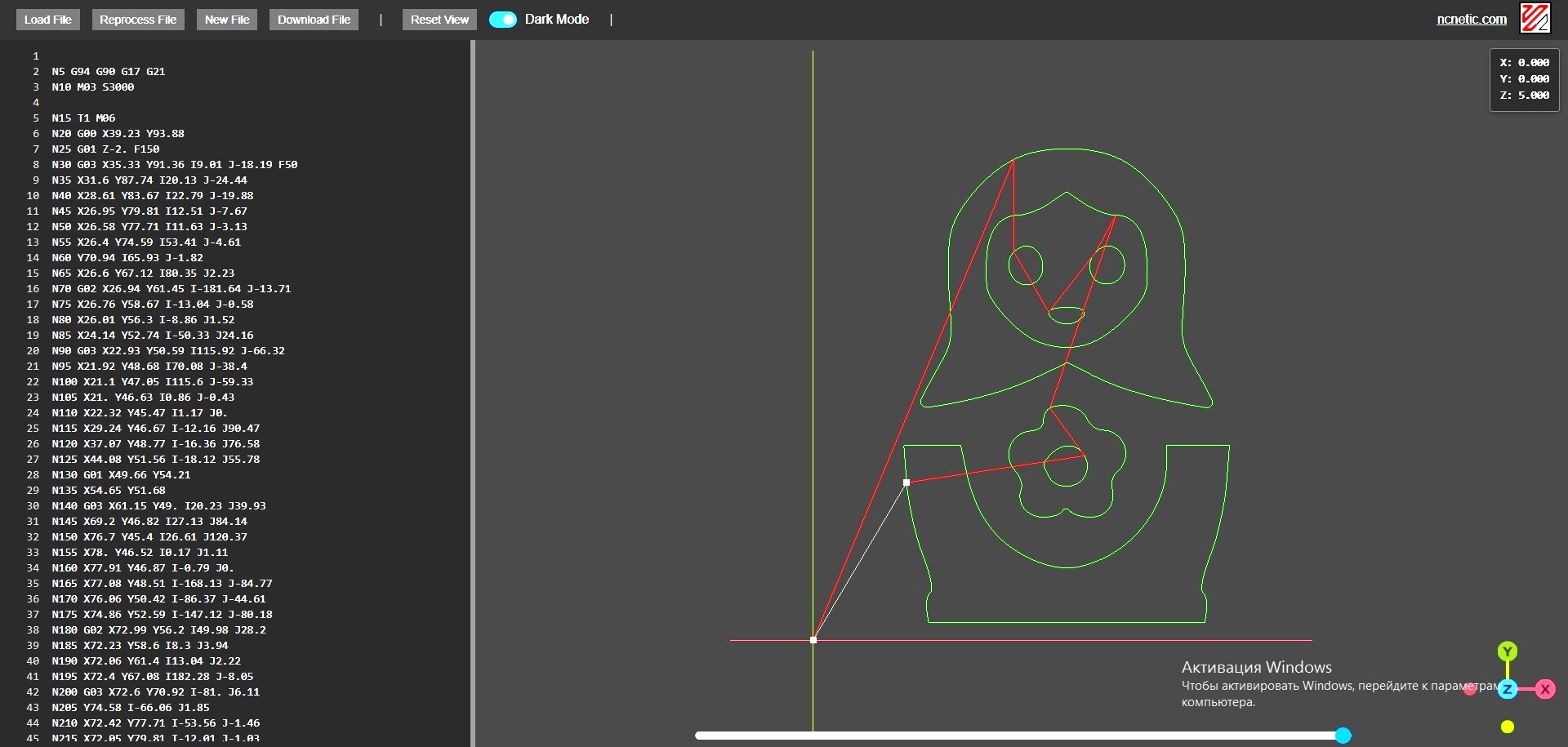
В реальности (фрезеровка очередной сломанной фрезой, после дракона)

по коду даже не понять почему сектора не дорабатываются, фреза поднимается и уходит на новый сектор. Кто разбирается, вот код (его после конвертора тоже пришлось редактировать, ибо станок на исходный вариант просто тупо уводил фрезу с рабочего поля)
N5 G94 G90 G17 G21
N10 M03 S3000
N15 T1 M06
N20 G00 X39.23 Y93.88
N25 G01 Z-2. F150
N30 G03 X35.33 Y91.36 I9.01 J-18.19 F50
N35 X31.6 Y87.74 I20.13 J-24.44
N40 X28.61 Y83.67 I22.79 J-19.88
N45 X26.95 Y79.81 I12.51 J-7.67
N50 X26.58 Y77.71 I11.63 J-3.13
N55 X26.4 Y74.59 I53.41 J-4.61
N60 Y70.94 I65.93 J-1.82
N65 X26.6 Y67.12 I80.35 J2.23
N70 G02 X26.94 Y61.45 I-181.64 J-13.71
N75 X26.76 Y58.67 I-13.04 J-0.58
N80 X26.01 Y56.3 I-8.86 J1.52
N85 X24.14 Y52.74 I-50.33 J24.16
N90 G03 X22.93 Y50.59 I115.92 J-66.32
N95 X21.92 Y48.68 I70.08 J-38.4
N100 X21.1 Y47.05 I115.6 J-59.33
N105 X21. Y46.63 I0.86 J-0.43
N110 X22.32 Y45.47 I1.17 J0.
N115 X29.24 Y46.67 I-12.16 J90.47
N120 X37.07 Y48.77 I-16.36 J76.58
N125 X44.08 Y51.56 I-18.12 J55.78
N130 G01 X49.66 Y54.21
N135 X54.65 Y51.68
N140 G03 X61.15 Y49. I20.23 J39.93
N145 X69.2 Y46.82 I27.13 J84.14
N150 X76.7 Y45.4 I26.61 J120.37
N155 X78. Y46.52 I0.17 J1.11
N160 X77.91 Y46.87 I-0.79 J0.
N165 X77.08 Y48.51 I-168.13 J-84.77
N170 X76.06 Y50.42 I-86.37 J-44.61
N175 X74.86 Y52.59 I-147.12 J-80.18
N180 G02 X72.99 Y56.2 I49.98 J28.2
N185 X72.23 Y58.6 I8.3 J3.94
N190 X72.06 Y61.4 I13.04 J2.22
N195 X72.4 Y67.08 I182.28 J-8.05
N200 G03 X72.6 Y70.92 I-81. J6.11
N205 Y74.58 I-66.06 J1.85
N210 X72.42 Y77.71 I-53.56 J-1.46
N215 X72.05 Y79.81 I-12.01 J-1.03
N220 X70.34 Y83.74 I-14.05 J-3.78
N225 X67.19 Y87.99 I-28.19 J-17.62
N230 X63.35 Y91.73 I-25.45 J-22.23
N235 X59.56 Y94.11 I-10.74 J-12.91
N240 X54.86 Y95.55 I-7.86 J-17.3
N245 X49.31 Y95.98 I-5.2 J-30.77
N250 X43.8 Y95.43 I0.35 J-30.94
N255 X39.23 Y93.88 I3.41 J-17.66
N260 G00 Z5.
N265 X39.2 Y75.8
N270 G01 Z-2. F150
N275 G03 X38.17 Y73.39 I2.49 J-2.49 F50
N280 X39.02 Y70.77 I4.17 J-0.09
N285 X41.22 Y69.43 I2.81 J2.13
N290 X43.56 Y70.05 I0.5 J2.85
N295 X44.73 Y71.93 I-2.23 J2.69
N300 X44.67 Y74.32 I-4.48 J1.07
N305 X43.44 Y76.26 I-4.05 J-1.2
N310 X41.5 Y77. I-1.94 J-2.16
N315 X40.99 Y76.92 I0. J-1.56
N320 X40.37 Y76.65 I1.48 J-4.29
N325 X39.74 Y76.26 I2.4 J-4.61
N330 X39.2 Y75.8 I2.56 J-3.56
N335 G00 Z5.
N340 X46. Y64.05
N345 G01 Z-2. F150
N350 G03 X46.5 Y62.92 I1.53 J0. F50
N355 X47.9 Y62.06 I2.89 J3.16
N360 X49.68 Y61.74 I1.82 J4.92
N365 X51.22 Y62.12 I0.02 J3.22
N370 X52.72 Y63.2 I-3.28 J6.13
N375 X52.85 Y64.13 I-0.52 J0.55
N380 X51.84 Y64.82 I-1.23 J-0.74
N385 X49.5 Y65. I-2.34 J-14.79
N390 X48.16 Y64.93 I0. J-13.09
N395 X47.03 Y64.72 I0.73 J-7.05
N400 X46.23 Y64.42 I1.15 J-4.23
N405 X46. Y64.05 I0.18 J-0.37
N410 G00 Z5.
N415 X55.2 Y75.8
N420 G01 Z-2. F150
N425 G03 X54.03 Y73.46 I2.94 J-2.94 F50
N430 X54.55 Y71.01 I3.54 J-0.52
N435 X56.5 Y69.64 I2.65 J1.7
N440 X58.94 Y69.97 I0.78 J3.42
N445 X60.5 Y71.69 I-1.64 J3.06
N450 X60.74 Y74.12 I-3.83 J1.6
N455 X59.57 Y76.19 I-3.78 J-0.77
N460 X57.5 Y77. I-2.07 J-2.25
N465 X56.99 Y76.92 I0. J-1.56
N470 X56.37 Y76.65 I1.48 J-4.29
N475 X55.74 Y76.26 I2.4 J-4.61
N480 X55.2 Y75.8 I2.56 J-3.56
N485 G00 Z5.
N490 X59.12 Y83.
N495 G01 Z-2. F150
N500 G02 X61.99 Y82.09 I0. J-4.99 F50
N505 X64. Y79.66 I-3.42 J-4.88
N510 X65.06 Y75.52 I-11.48 J-5.16
N515 X65.15 Y69.58 I-44.61 J-3.63
N520 X64.82 Y68. I-5.13 J0.26
N525 X63.97 Y66.33 I-8.59 J3.3
N530 X62.58 Y64.49 I-12.3 J7.89
N535 X60.54 Y62.38 I-27.95 J24.93
N540 X56.75 Y59.36 I-18.4 J19.21
N545 X53.03 Y57.65 I-7.54 J11.47
N550 X49.18 Y57.18 I-3.36 J11.57
N555 X45.01 Y57.88 I0.69 J16.91
N560 X41.44 Y59.65 I3.38 J11.28
N565 X37.75 Y62.92 I15.77 J21.56
N570 X34.86 Y66.63 I18.55 J17.44
N575 X33.85 Y69.75 I5.43 J3.47
N580 X33.93 Y75.55 I41.65 J2.29
N585 X35.01 Y79.66 I12.41 J-1.05
N590 X37.02 Y82.09 I5.5 J-2.5
N595 X39.88 Y83. I2.85 J-4.04
N600 G03 X41.2 Y83.16 I0. J5.52
N605 X42.87 Y83.67 I-3.79 J15.33
N610 X44.59 Y84.42 I-6.03 J16.36
N615 X46.1 Y85.3 I-5.83 J11.74
N620 G01 X49.5 Y87.59
N625 X52.89 Y85.3
N630 G03 X54.4 Y84.42 I7.3 J10.77
N635 X56.12 Y83.67 I7.73 J15.56
N640 X57.79 Y83.16 I5.45 J14.78
N645 X59.12 Y83. I1.33 J5.38
N650 G00 Z5.
N655 X46.25 Y45.36
N660 G01 Z-2. F150
N665 G03 X45.77 Y45.02 I0.53 J-1.25 F50
N670 X45.37 Y44.44 I2.05 J-1.87
N675 X45.09 Y43.73 I2.88 J-1.51
N680 X45. Y42.98 I2.95 J-0.75
N685 G02 X44.83 Y42.14 I-2.12 J0.
N690 X44.34 Y41.5 I-1.51 J0.65
N695 X43.5 Y41.07 I-1.55 J1.95
N700 X42.27 Y40.82 I-2.07 J6.99
N705 G03 X39.94 Y39.86 I0.54 J-4.63
N710 X38.47 Y37.85 I2.78 J-3.57
N715 X38.29 Y35.34 I4.32 J-1.58
N720 X39.44 Y33.07 I4.74 J0.98
N725 G02 X40.09 Y32.18 I-4.02 J-3.64
N730 X40.54 Y31.19 I-4.4 J-2.59
N735 X40.73 Y30.23 I-3.93 J-1.29
N740 X40.62 Y29.46 I-1.74 J-0.14
N745 G03 X40.42 Y27.52 I3.53 J-1.35
N750 X41.21 Y25.72 I3.82 J0.61
N755 X42.85 Y24.45 I3.41 J2.71
N760 X44.98 Y24. I2.12 J4.78
N765 X46.14 Y24.08 I0. J8.46
N770 X47.23 Y24.32 I-0.97 J7.03
N775 X48.1 Y24.67 I-1.59 J5.23
N780 X48.55 Y25.09 I-0.51 J1.02
N785 G02 X48.93 Y25.53 I1.64 J-1.01
N790 X49.32 Y25.67 I0.39 J-0.45
N795 X49.77 Y25.54 I0. J-0.8
N800 X50.31 Y25.09 I-2.09 J-3.09
N805 G03 X50.92 Y24.67 I1.43 J1.43
N810 X51.89 Y24.32 I2.95 J6.66
N815 X53.03 Y24.08 I2.34 J8.3
N820 X54.16 Y24. I1.14 J8.04
N825 X56.21 Y24.44 I0. J4.97
N830 X57.74 Y25.67 I-1.61 J3.57
N835 X58.5 Y27.51 I-3.24 J2.42
N840 X58.38 Y29.66 I-5.38 J0.77
N845 G02 X58.29 Y30.53 I2.75 J0.72
N850 X58.46 Y31.45 I3.63 J-0.19
N855 X58.85 Y32.29 I3.46 J-1.11
N860 X59.43 Y32.94 I2.37 J-1.51
N865 G03 X60.89 Y35.23 I-2.83 J3.41
N870 X60.76 Y37.98 I-4.49 J1.18
N875 X59.11 Y40.17 I-4.36 J-1.57
N880 X56.54 Y41. I-2.58 J-3.57
N885 G02 X55.66 Y41.16 I0. J2.46
N890 X54.78 Y41.64 I1.33 J3.47
N895 X54.02 Y42.37 I2.44 J3.31
N900 X53.49 Y43.25 I3.03 J2.45
N905 G03 X52.37 Y44.64 I-3.15 J-1.38
N910 X50.52 Y45.56 I-3.52 J-4.81
N915 X48.33 Y45.82 I-1.91 J-6.56
N920 X46.25 Y45.36 I0.24 J-5.97
N925 G00 Z5.
N930 X53. Y36.
N935 G01 Z-2. F150
N940 G02 X53.43 Y34.97 I-4.99 J-2.67 F50
N945 X53.57 Y34. I-3.2 J-0.97
N950 X53.43 Y33.03 I-3.34 J0.
N955 X53. Y32. I-5.41 J1.64
N960 X51.58 Y30.58 I-3.08 J1.65
N965 X49.51 Y30.04 I-2.11 J3.91
N970 X47.44 Y30.54 I-0.04 J4.38
N975 X46.04 Y31.93 I1.56 J2.98
N980 X45.23 Y33.57 I22.26 J11.91
N985 X45.1 Y34.42 I1.47 J0.66
N990 X45.43 Y35.19 I1.45 J-0.17
N995 X46.57 Y36.43 I14.64 J-12.26
N1000 X48.27 Y37.6 I4. J-4.
N1005 X50.12 Y37.93 I1.58 J-3.56
N1010 X51.78 Y37.35 I-0.22 J-3.36
N1015 X53. Y36. I-2.14 J-3.15
N1020 G00 Z5.
N1025 X18.26 Y30.75
N1030 G01 Z-2. F150
N1035 G03 X18.66 Y27.48 I37.75 J2.88 F50
N1040 X19.39 Y23.68 I71.35 J11.74
N1045 X20.32 Y19.94 I70.21 J15.46
N1050 X21.32 Y16.86 I34.48 J9.56
N1055 G02 X22.37 Y13.88 I-62. J-23.39
N1060 X22.95 Y11.64 I-18.64 J-6.03
N1065 X23.14 Y10.03 I-10.41 J-2.05
N1070 X22.83 Y9.23 I-1.07 J-0.04
N1075 G03 X22.47 Y8.68 I1.13 J-1.13
N1080 X22.22 Y7.83 I4.67 J-1.82
N1085 X22.11 Y6.84 I5.9 J-1.16
N1090 X22.17 Y5.87 I5.76 J-0.17
N1095 G01 X22.5 Y3.5
N1100 X76.5
N1105 X76.83 Y5.87
N1110 G03 X76.89 Y6.84 I-5.71 J0.81
N1115 X76.78 Y7.83 I-6.02 J-0.18
N1120 X76.53 Y8.68 I-4.91 J-0.97
N1125 X76.17 Y9.23 I-1.49 J-0.58
N1130 G02 X75.86 Y10.03 I0.75 J0.75
N1135 X76.05 Y11.64 I10.61 J-0.44
N1140 X76.63 Y13.88 I19.22 J-3.79
N1145 X77.68 Y16.86 I63.04 J-20.41
N1150 G03 X78.68 Y19.94 I-33.48 J12.63
N1155 X79.61 Y23.68 I-69.28 J19.2
N1160 X80.34 Y27.48 I-70.62 J15.55
N1165 X80.74 Y30.75 I-37.35 J6.15
N1170 G01 X81.29 Y38.
N1175 X69.
N1180 Y34.47
N1185 G02 X68.11 Y28.96 I-17.43 J0.
N1190 X65.49 Y23.65 I-20.8 J6.93
N1195 X61.48 Y19.12 I-19.02 J12.8
N1200 X56.5 Y15.9 I-13.91 J16.06
N1205 X52.99 Y14.59 I-10.04 J21.69
N1210 X49.83 Y14.11 I-3.49 J12.27
N1215 X46.69 Y14.43 I-0.32 J12.44
N1220 X43.22 Y15.55 I4.96 J21.31
N1225 X38.37 Y18.31 I8.9 J21.31
N1230 X34.58 Y22.04 I11.33 J15.28
N1235 X31.8 Y26.88 I16.96 J12.97
N1240 X29.92 Y32.95 I32.85 J13.52
N1245 G01 X28.83 Y38.
N1250 X17.71
N1255 X18.26 Y30.75
N1260 G00 Z5.
N1265 X0. Y0.
N1270 M05
N1275 M30
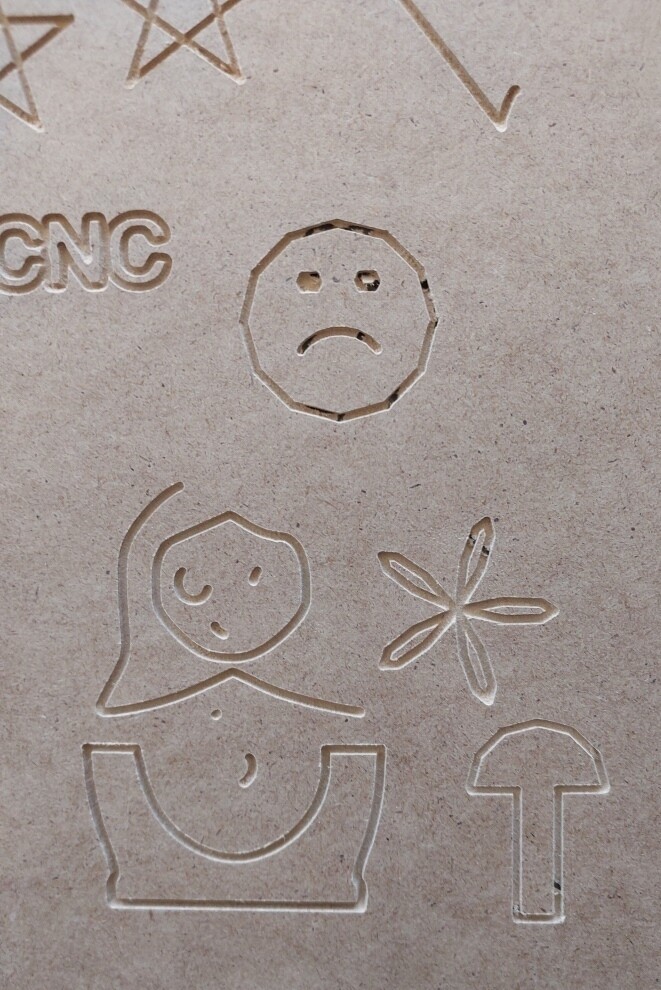
ИИ бесплатный с простенькими заданиями по коду фигур справляется, а станок их отрабатывает ![]()

Так что как то в раздрае на предмет стратегии халявных файлов резки. Конечно многочасовые исполнения на станке не нужны в школе.
Если именно 2.5D фрезеровка, она по любому будет многочасовой.
ИМХО в школе нужно что то типа:
Нарезал и собрал. Это быстро. Можно в пару уроков уложиться. Ну или чуть больше, если с подготовкой УП для резки.
Ну, до лазерного модуля я ещё такими темпами не скоро доберусь. Если бы в комплекте было бы ПО действительно нужное для работы…хотя чему я удивляюсь, токарник по дереву пришёл без токарных стамесок. Пришлось самому делать из стамески столярной косяк и обдирочную стамеску из напильника ![]()
…посмотрел-попробовал конвертер из поста 34. Кажется он для лазера только.
Ну лазер на станке с винтами, это действительно “не скоро” ![]() Да и сам диодный лазер это одноразовая игрушка и в прямом, и переносном смысле.
Да и сам диодный лазер это одноразовая игрушка и в прямом, и переносном смысле.
Да перекручивается за минуты, вопрос не в этом. Ведь всегда нужны 4 ответа на вопросы: что? чем? как? кто?
При чём тут лазер ? Фанера 3 мм фрезой режется на ура.
Вам надо с начала начать. Возьмите простую модель:

В каком-нибудь векторном редакторе типа CorelDraw нарисуйте заготовки. Сохраните сразу в *.dxf. Переведите в G-Cod. Он будет очень небольшой. Просмотрите этот G-Cod и поправьте в нем руками глубину реза и скорость подачи.
А по хорошему - поставьте, например, ArtCAM. Он очень простой и понятный.
Как показывают мои опыты код корректно исполняемый в симуляторе не работает на станке ![]() А искать причины.., могу лишь предположить, что ПО станка не все возможные команды правильно воспринимает…в общем пока сходится опять к простому конвертеру из .dxf в G код…брать таблицу команд, гадать какие на станке будут работать, какие будут всё портить и писать координатный код, не вариант
А искать причины.., могу лишь предположить, что ПО станка не все возможные команды правильно воспринимает…в общем пока сходится опять к простому конвертеру из .dxf в G код…брать таблицу команд, гадать какие на станке будут работать, какие будут всё портить и писать координатный код, не вариант ![]() В принципе, на уровне школы техника освоена, написать код для резки квадрата смогём :)… с ИИ.
В принципе, на уровне школы техника освоена, написать код для резки квадрата смогём :)… с ИИ.
…это уже к философии, с самого начала подбешивали строки типа ![]()
X5.390 Y18.192
X5.583 Y18.096
т.е. если будет 5.391, то кто то разницу на изделии увидит???
Дело в том, что все эти онлайн переводчики не учитывают специфику вашего конкретного станка. А именно: размер рабочего поля, позицию парковки, безопасную высоту, скорость подачи, скорость холостого хода. Всё это Вы сами руками должны задать или меняя готовый G-Cod, или в CAM программе ввести параметры для корректной генерации именно под ваш станок.
Это я понимаю, не понимаю на примере матрёшки почему часть кода исполняется, а часть нет, тут настройки же не влияют…надо наверное всё-таки велосипед изобретать ![]()
…сравнивая симулятор и фрезовку по фото видно, что происходили самопроизвольные подъёмы и опускания фрезы на контурах, где подъёма не должно было быть.
Как раз вы уже изобретаете вместо использования готовых, проверенных решений.
А по недоматрёшке - попробуйте запустить через комп, а не офлайн. Может результат другой будет!?
А смысл? ПК не будет в мастерских, он не подходит для взвеси древесной пыли в воздухе ![]() Городить ещё один чехол и стол рядом, места нет, ещё ведь надо станок лазерной резки куда то ставить…с классом компьютеров
Городить ещё один чехол и стол рядом, места нет, ещё ведь надо станок лазерной резки куда то ставить…с классом компьютеров ![]()
Узнать кто чудит(и чудит ли ![]() ): офф. контроллер или ваш велосипед, иначе “будет пустою забавою”(с)
): офф. контроллер или ваш велосипед, иначе “будет пустою забавою”(с)
Нашёл таки я человека, мыслящего логично ![]()
Всем привет. Я в 3D-индустрии уже 30 лет, есть свой фрезерный станок.
И, как и многих владельцев ЧПУ, меня преследовала одна и та же боль.
Чтобы вырезать простую плоскую деталь — фланец, прокладку, панель управления
или нервюру — нужно пройти через "ад" тяжелого софта.
Запустить условный Fusion 360 или ArtCAM (пока он загрузится, можно чай заварить), создать проект, импортировать DXF, настроить вектора, настроить инструменты, сохранить... Это избыточно долго для простых 2D-задач.
Попробовал, конечно автору есть смысл дорабатывать своё ПО, но главное - оно реально работает, в отличии от платных версий, где ещё надо адаптировать догадаться как.
…дырки в причёске от смайлика с оборота ДВП
Но если вы знаете «Что» нужно сделать, ИИ великолепно справляется с тем «Как» это сделать.
скачать только код не выходит))) что бы что то подрезать…
Это да, до вот этого ИИ сам никогда не допрёт ![]()
G1 Z0.0000 F100.0000
G1 X12.7595 Y1.9364 Z-0.0880 F100.0000
G1 X12.8262 Y1.7522 Z-0.1405 F100.0000
G1 X12.9308 Y1.5517 Z-0.2011 F100.0000
G1 X13.0628 Y1.3681 Z-0.2616 F100.0000
G1 X13.1946 Y1.2281 Z-0.3132 F100.0000
G1 X13.3409 Y1.1060 Z-0.3642 F100.0000
G1 X13.5024 Y1.0016 Z-0.4158 F100.0000
G1 X13.6753 Y0.9174 Z-0.4673 F100.0000
G1 X14.0100 Y0.8202 Z-0.5607 F100.0000
G1 X14.5029 Y0.7732 Z-0.6934 F100.0000
G1 X14.7125 Y0.7875 Z-0.7497 F100.0000
G1 X14.9201 Y0.8298 Z-0.8064 F100.0000
G1 X15.1203 Y0.8994 Z-0.8632 F100.0000
G1 X15.3078 Y0.9941 Z-0.9195 F100.0000
G1 X16.8160 Y1.9760 Z-1.4017 F100.0000
G1 X18.5096 Y3.1418 Z-1.9526 F100.0000
G1 X18.6519 Y3.2467 Z-2.0000 F100.0000
G1 X28.1918 Y10.2820 F300.0000
плавный вход фрезы в материал.
Разработчик ArtCam со своим “наклонное врезание” - “Ну да, Ну да, пошел я на…”(с)
Читая вчера эту статью я не понял термин наклонное врезание и забыл тут же, видимо это словосочетание фрезеровщиков. Но когда шла фрезеровка, по звуку стало ясно, что тут другой код. Посмотрел и понял это плавное погружение фрезы на ходу в материал. Ясно, что его конвертер чисто для вырезки деталек по контуру снаружи и только одному контуру внутри. Опять же перемычки у него есть. А ИИ… бесплатный ![]() Вот грибок на фото вверху, это предел - просьбы утолщить ножку, сделать плавней шляпку - мимо, он просто больше к форме гриба вернуться не может. Может это просто стёб с его стороны конечно.
Вот грибок на фото вверху, это предел - просьбы утолщить ножку, сделать плавней шляпку - мимо, он просто больше к форме гриба вернуться не может. Может это просто стёб с его стороны конечно.